
���P䓺��p�����Ѽy���ж��c��ֹ��ʩ
2017-1-6 14:41:08 �c����
���p�����Ѽy���ж��c��ֹ��ʩ
һ�����������Ѽy�ǂ�ʲô����
���������Ѽy���F�ں��p�^������̽Y��̎���@�N�Ѽy��ʽͨ���c�����̾�����ڵ�ҺĤ���P�����p�����Ѽy���������̾���l����ż��Ҳ�����F�ں��p�ā����硣�ı��|���v�������Ѽy�İl�����ͬ�r�߂�ɂ��l�����ٟ��Cе���a���ľ����ȣ���׃�����ڌ��Ѽy���е��@�M����
�������ػ��S�������ں����ڃɂ����档���ڵľ����a�����������g����Ȼ�տs��������н������������g�����l���w�e�ϵĿsС��Ӱ푃��ھ������������ذ������ϵ����ܣ������Ǐ��ȣ��������ijߴ�ͺ�ȡ����^�OӋ�������ߴ���Π���ڵľ�����Ҫ���əCе�A�������¡�
�Ѽy���е��@�M����Ҋ�Cе���I���������ġ�����ұ���c�����ԡ���2�£������ں��p�����г��F��������߅���Һ�B��Ĥ�����p�����Ѽy����ͨ�^���͙Cе�����ȁ�pС�����������磬���^�γߴ�Ӆ����ĸ�׃���Ϳ��������ߴ���Π��׃�����Ķ�����Ч������Ѽy���γɡ����^��ֻ�����_������Ѽy���}��ұ����A������ͨ�^��׃���p���ٵijɷ֣�����Ҫ���������ϕr����ͨ�^���������^�̣���p�����Ѽy�A��r�����п��������ҵ���Q�����Ѽy�����÷�����
�������p�����Ѽy���ж�
��������ϵĺ��p�����Ѽy���ж��������Ρ����ý����ֶ��^��r�������Ѽy�������������̾����_�ѡ��������Ѽyʮ�և��صĺϽ��У������ѼyҲ�S�����������磨������֦�������ɣ����@�N��r����Ҋ���ڽY��䓺�⁺Ͻ��У��Uɢ�ߜ���׃�ѽ����������̽M���ĺ��E���@�r������C���Ͳ������F���˕r��Ҳ�S����Ҫ�M�������Ѽy���棨��ڣ��zͨ��ʹ�÷Ŵ�500������ߵĒ�������@�R�M�Д�ڙz�y��
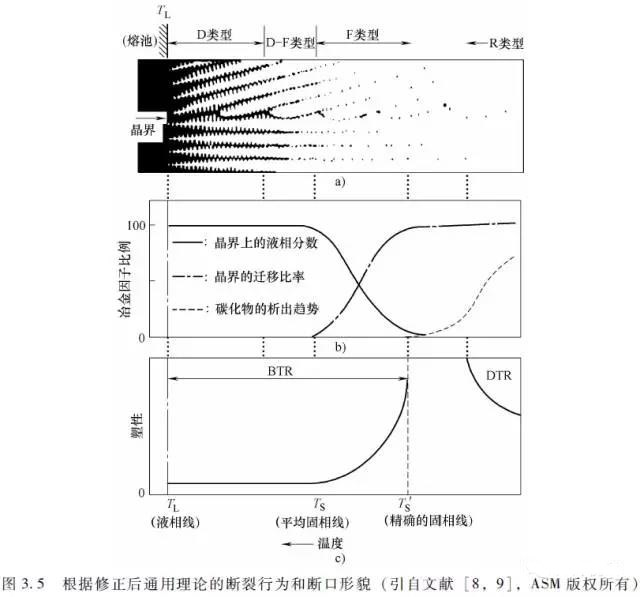
�����Ѽy�Ĕ�ڱ���ͨ�������@�����c����ڱ���A�����@ʾ�������֦����ò��ͨ�����@�N��ò�����顰���䡱��@������������ĩ�ڣ�����Һ�B��Ĥ�෴����İ�����֦��ǰ�صķ��x���¡���ǰ�������ڔ�ڱ����ϣ����y�^�쵽����-������ӵ��κ��C�����@������Ӕ��Ҫͨ�^���Ԕ��ѵĔ��ģʽ���C�������︣���������Ę�֦����ƽ�R����(Ҋ�D3.5)�����������Ѽy���µČ��H���pʧЧ�У�һ��Ҳ�����^�쵽��һ����v���Ę�֦����ƽ�R���ѵ�׃����Ҳ�S���^�ɵ��̑B����ʧ���Ѽy��һ�N��־���������ڊW���w���������������p�����У��T��W���w���P䓺�懻��Ͻ��ٴΏ��{һ�£�ͨ����Ҫ��������@�R������@Щ������������������e�߶ȡ�
�@���ṩ�˔������p�����Ѽy�Ľ���͔����������Ƭ���@Щ��Ƭ��һЩ���͵���r�������Ѽy��������ڷ�����ƬҊ�Cе���I���������ġ�����ұ���c�����ԡ��ĵ�8�¡�
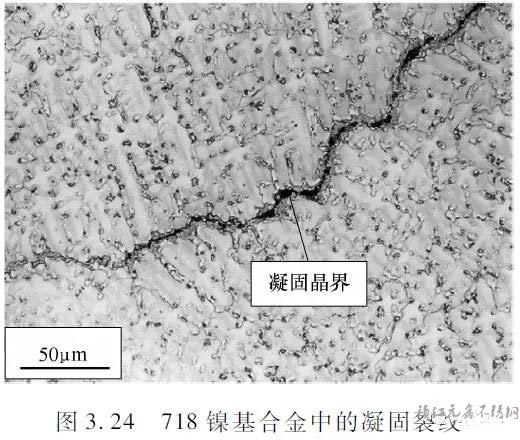
ͨ����r�£��ԊW���w����������������������̵IJ��ϱ����F���w���w������������������̵IJ��ό������Ѽy�������С������@�NҎ�ɵIJ����У�����������ĊW���w���P䓡����ֽY����Լ�ȫ����懻��Ͻ𡣈D3.24��ʾ��������һ��718懻��ߜغϽ�718�Ͻ�(Ni-20Cr-15Fe-5Nb-3Mo)��ͨ�^����Nb�팍�F���������������懻��Ͻ��е�Nbƫ�����a��һ������������������K�����̽M������NbC����Nb��Laves����������@Щ��Ļ�������M�ɵġ�Nbƫ���a���ă�Ч���ǔU�������̜ضȷ���������������Ѽy�����ԡ��������̾�����B�mҺ�B��Ĥ�ĺ��E�dz����@����D3.24��ʾ�����к���NbC�������п��ܴ���Laves�ࡣ
�X�Ͻ�Ҳ�������Ѽy���������ԡ������̘I���X�Ͻ�����������������ࣩ����������̡���������X�Ͻ�����^������̜ضȷ������Լ��^�ߵğ���Û�����տs��ϵ�����@Щ���ؽM����һ�𣬴��M���X�Ͻ������Ѽy���γɡ�
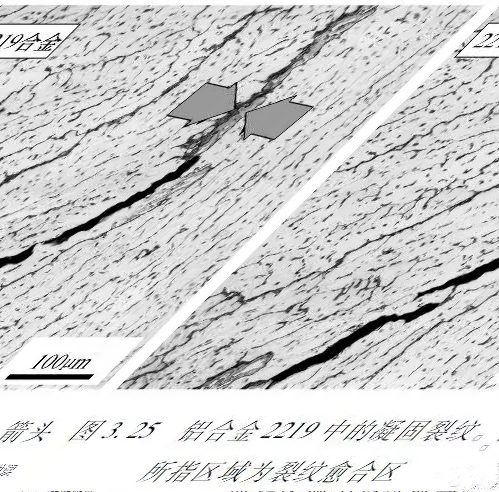
������X�Ͻ���й����ɷֵĺϽ�ϵ�y����������ĩ���γ���һ�����Ĺ����ࡣ���������ٕr���@Щ��������ԝ���߅�磬�����M�Ѽy���γɡ���ijЩ�X�Ͻ�ϵ�y�У����Կ����@�N������ı����팍�F�Ѽy�����ϡ�2219�X�Ͻ����nj����@�N��r�������x�ɷ֞�Al��6��5Cu�Ͻ�2219�X�Ͻ��е������Ѽy��D3.25��ʾ����Ƭ�м��^��ָ��ʾ���������̾����һ���^��̎�Ĺ���Һ���ѽ����ϣ���������_��߅���һ���֡��@�N�X�Ͻ�������ĩ�������˼s10%�Ĺ����࣬�ɴ��M�Ѽy�����ϡ�
�D3.26��ʾ�Ľ���͔�ڵ��䌦��Ƭչʾ�˹���Һ��������Լ��ڔ�ڱ�����ò�ϵĻ���Y���������ǃɷN���в�ͬNb������Ni-30Cr�����٣�Nb�����IJ�ͬӰ�������ĩ�����γɵĹ���Һ����������W�@��Ƭ�еļ��^ָ�������Ѽy���̎�����̾��硣
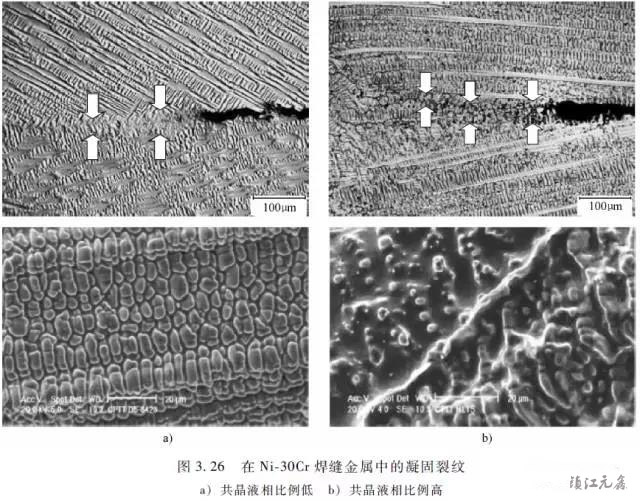
�D30.26a��ʾ��һ�M��Ƭ�У��@ʾ����������ĩ�ˣ����p���پ��������^�ͣ�<5%���Ĺ���Һ�࣬�����Ĕ�ڱ�����F�������@�Ę�֦���������D3.26b��ʾ��һ�M��Ƭ�У��@ʾ����������ĩ�ˣ����p�����γ��˴�s10%�Ĺ���Һ�࣬�@ô�ߵ�Һ������֔������ڻ������ã�����ڱ��汻�@ЩҺ�������w���[�s���Կ���һЩ��֦�����ԡ�
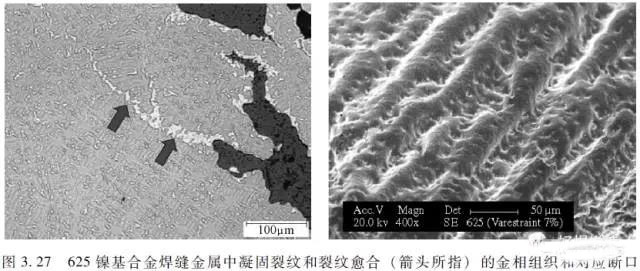
�D3.27��ʾ�����x�Ͻ�ɷ�Ni-22Cr-9Mo-3.5Nb��625懻������ٵĺ��p�����Ѽy��һ�M����͔����Ƭ����ǰ��������懻��Ͻ������^���У�Nb�����ҵ��ٷ��䣬��������ĩ�ڴ��M��/NbC������ͣ���Laves���γɣ����F����Ĺ���Һ�࣬�����MҺ���������̾�������D3.27�еļ��^��ָ�������ò��ӳ���˱����������F���@Щ����Һ�࣬����ָ������֦����������ʮ�����@���@�����ԭʼ�Ę�֦�������ѽ������w�����ϵĹ���Һ������ס��
���3.3�����У�625懻������ٵ������Ѽy�ضȷ�����205���@�����������@������ԓ�Ͻ��������Ѽy���������ߵ������ԡ����ǣ���625懻������پ������õ������Ѽy�������������x�ã��@�ƺ��Ǻ���ߵ������Ѽy�ضȷ�����ì�ܡ��@�Nì�ܵĴ_�ʹ_��SCTR�ķ�ʽ���P����ʹ�ÙM���׃����ԇ�r��ʩ�ӵđ�׃�������^�ߡ��@�N�ߵđ�׃��ʹ�����Ѽy�����������̷����Uչ�����^�͑�׃�£����F�Ĺ���Һ��Ɍ��F�Ѽy�����ϣ��@�ӣ�625懻������پ;���һ���Ŀ������Ѽy�����������H�����У������p������ˮƽ�ߣ����ڲ����ĺ����Π�l���£��������/���ȣ�����°��ĺ����Π�����l�F�@�N�����ٌ������Ѽy���С�

�����w����������������̵IJ����У�Ҳ���ܰl�����p�����Ѽy���@�����˽^�����̼䓺͵ͺϽ�䓣��F���w���R���w���p��P䓣��Լ�⁺Ͻ����@Щ�Ͻ��У��ߜ����ڹ����еĿ��ٔUɢ�������˳ɷ�ƫ�����������@�M��������NJW���w����������������������̵İ���͘�֦���������R���w���P䓣�Alloy HT9���е������Ѽy��D3.28��ʾ��ֵ��ע����ǣ��ں��p�����У����������̾������Һ�B��Ĥ���C�������̽��@�����Y���@ʾ���Ͻ�Ԫ��Cr��Mo�����@ƫ�����@Щ����̎�������s�|Ԫ����Ҳ���S��ƫ�����@Щ�����ϡ�
�ڸ߾����ȗl���£��p��P�Ҳ�����F�����Ѽy���D3.29��ʾ��255�Ͻ�������Ѽy�����@�M��ȫ�����F���w�r�������Ѽy�l��������ĩ�ڣ�������s�^���У��W���w�����̾���̎�γɣ�������ȫ��ס��ԓ�����Ѽy��
⁺Ͻ��е������Ѽy�c�p��P���ơ�������ĩ�ڣ��Ѽy���������ࣨ�w�������������̾����γɣ����@Щ��������s���g�����D׃�ɦ��ࣨ�����������������x�ɷ֞�Ti-6Al-6V-2Sn�Ħ�-��⁺Ͻ��У��������ྦྷ���ϵ������Ѽy��
�������p�����Ѽy�ķ�ֹ��ʩ
�����������Ѽy�������ж�N���������п��ܣ����������О鿂�ǿ�ȡ�ġ�������F���ϣ��������F���w���w���������������������c�ԊW���w�����������������������̣�ǰ�������Ѽy�ĵֿ��������������ơ������F���w���w������������������̵��x���в�ͨ�r�����磬����ijЩ�W���w���P䓣����Բ��Üp�����е��s�|Ԫ�أ�P��S�Լ����ܴ��ڵ�B�����������Ѽy�����ԡ����������w���������w�Y������������̵IJ��ϣ������Ҳ�������õĵֿ������Ѽy��������
����������ĩ�ڰl�����������ĺ��p���ف��f�����������������γ�һ�������Ĺ���Һ�ࡣ����ĸ�ĺͺ��p���ٵijɷ֣����hᘌ�������ĩ���γɹ���Һ�ౡĤ���w�e�֔��ͷֲ���r�M�п��ƣ��M���@�����ķ���������ֱ�ӵġ��ڹ����Ͻ�ϵ�y�У������Ѽy��������ͨ�^�ɷN��ʩ�����ƣ�һ�N�ǜp�ٹ���Һ�ౡĤ�Ĕ�������һ�N��ͨ�^���ӹ���Һ��Ĕ���ֱ���_�����Ԍ��F�Ѽy�����Ч����ͨ����r�£��pС���̜ضȷ����ǽ��ͺ��p�����Ѽy�����Ե���÷��������@�N���������ǿ����x��ġ�
ͨ�^���^�OӋ�ͺ��ӹ�ˇ����һ���̶��Ͽ��Կ��ƾ����ȡ�ͨ����r�£��^�͵ĺ��ӟ�ݔ��;����^С�ߴ�����p���Խ��������Ѽy�������ԡ��Ȳ��ľ�����Ҫ�a���������տs��������ĸ�ď��ȣ�Ҳ���C������֮��Ч�ġ��S�����������Ͻ���懻����Ͻ��ڹ����˻�l���º��Ӿ��Ǟ��˽��̓Ȳ������ȡ������p���ڵ;����ȵą^���߲��ú��ӊA��ʩ�Ӊ���������p���������������ijЩ�����¿��ܕ������á�
�ڴ������r�£�����ĸ�ĺ������ٵijɷ����c���x��������������Ѽy������ĸ�ĺ������٣��ǽ�Q�����Ѽy���}����÷��������@�N�������܌��F�r�������ÿ��ƺ����Π����ƾ����ȴ�С�����ϡ����ڰ���懻��Ͻ��ڃȵ��S����ϣ����ú�С�ĺ����ߴ磬ͨ�����ڷ�ֹ�����Ѽy���ܳɹ����@�����³ɱ���ߣ���������ĺ��ӕr�g���������ӣ������nj��ں���溸�ӽ��^��
һ�����������Ѽy�ǂ�ʲô����
���������Ѽy���F�ں��p�^������̽Y��̎���@�N�Ѽy��ʽͨ���c�����̾�����ڵ�ҺĤ���P�����p�����Ѽy���������̾���l����ż��Ҳ�����F�ں��p�ā����硣�ı��|���v�������Ѽy�İl�����ͬ�r�߂�ɂ��l�����ٟ��Cе���a���ľ����ȣ���׃�����ڌ��Ѽy���е��@�M����
�������ػ��S�������ں����ڃɂ����档���ڵľ����a�����������g����Ȼ�տs��������н������������g�����l���w�e�ϵĿsС��Ӱ푃��ھ������������ذ������ϵ����ܣ������Ǐ��ȣ��������ijߴ�ͺ�ȡ����^�OӋ�������ߴ���Π���ڵľ�����Ҫ���əCе�A�������¡�
�Ѽy���е��@�M����Ҋ�Cе���I���������ġ�����ұ���c�����ԡ���2�£������ں��p�����г��F��������߅���Һ�B��Ĥ�����p�����Ѽy����ͨ�^���͙Cе�����ȁ�pС�����������磬���^�γߴ�Ӆ����ĸ�׃���Ϳ��������ߴ���Π��׃�����Ķ�����Ч������Ѽy���γɡ����^��ֻ�����_������Ѽy���}��ұ����A������ͨ�^��׃���p���ٵijɷ֣�����Ҫ���������ϕr����ͨ�^���������^�̣���p�����Ѽy�A��r�����п��������ҵ���Q�����Ѽy�����÷�����
�������p�����Ѽy���ж�
��������ϵĺ��p�����Ѽy���ж��������Ρ����ý����ֶ��^��r�������Ѽy�������������̾����_�ѡ��������Ѽyʮ�և��صĺϽ��У������ѼyҲ�S�����������磨������֦�������ɣ����@�N��r����Ҋ���ڽY��䓺�⁺Ͻ��У��Uɢ�ߜ���׃�ѽ����������̽M���ĺ��E���@�r������C���Ͳ������F���˕r��Ҳ�S����Ҫ�M�������Ѽy���棨��ڣ��zͨ��ʹ�÷Ŵ�500������ߵĒ�������@�R�M�Д�ڙz�y��
�����Ѽy�Ĕ�ڱ���ͨ�������@�����c����ڱ���A�����@ʾ�������֦����ò��ͨ�����@�N��ò�����顰���䡱��@������������ĩ�ڣ�����Һ�B��Ĥ�෴����İ�����֦��ǰ�صķ��x���¡���ǰ�������ڔ�ڱ����ϣ����y�^�쵽����-������ӵ��κ��C�����@������Ӕ��Ҫͨ�^���Ԕ��ѵĔ��ģʽ���C�������︣���������Ę�֦����ƽ�R����(Ҋ�D3.5)�����������Ѽy���µČ��H���pʧЧ�У�һ��Ҳ�����^�쵽��һ����v���Ę�֦����ƽ�R���ѵ�׃����Ҳ�S���^�ɵ��̑B����ʧ���Ѽy��һ�N��־���������ڊW���w���������������p�����У��T��W���w���P䓺�懻��Ͻ��ٴΏ��{һ�£�ͨ����Ҫ��������@�R������@Щ������������������e�߶ȡ�
�@���ṩ�˔������p�����Ѽy�Ľ���͔����������Ƭ���@Щ��Ƭ��һЩ���͵���r�������Ѽy��������ڷ�����ƬҊ�Cе���I���������ġ�����ұ���c�����ԡ��ĵ�8�¡�
ͨ����r�£��ԊW���w����������������������̵IJ��ϱ����F���w���w������������������̵IJ��ό������Ѽy�������С������@�NҎ�ɵIJ����У�����������ĊW���w���P䓡����ֽY����Լ�ȫ����懻��Ͻ𡣈D3.24��ʾ��������һ��718懻��ߜغϽ�718�Ͻ�(Ni-20Cr-15Fe-5Nb-3Mo)��ͨ�^����Nb�팍�F���������������懻��Ͻ��е�Nbƫ�����a��һ������������������K�����̽M������NbC����Nb��Laves����������@Щ��Ļ�������M�ɵġ�Nbƫ���a���ă�Ч���ǔU�������̜ضȷ���������������Ѽy�����ԡ��������̾�����B�mҺ�B��Ĥ�ĺ��E�dz����@����D3.24��ʾ�����к���NbC�������п��ܴ���Laves�ࡣ
�X�Ͻ�Ҳ�������Ѽy���������ԡ������̘I���X�Ͻ�����������������ࣩ����������̡���������X�Ͻ�����^������̜ضȷ������Լ��^�ߵğ���Û�����տs��ϵ�����@Щ���ؽM����һ�𣬴��M���X�Ͻ������Ѽy���γɡ�
������X�Ͻ���й����ɷֵĺϽ�ϵ�y����������ĩ���γ���һ�����Ĺ����ࡣ���������ٕr���@Щ��������ԝ���߅�磬�����M�Ѽy���γɡ���ijЩ�X�Ͻ�ϵ�y�У����Կ����@�N������ı����팍�F�Ѽy�����ϡ�2219�X�Ͻ����nj����@�N��r�������x�ɷ֞�Al��6��5Cu�Ͻ�2219�X�Ͻ��е������Ѽy��D3.25��ʾ����Ƭ�м��^��ָ��ʾ���������̾����һ���^��̎�Ĺ���Һ���ѽ����ϣ���������_��߅���һ���֡��@�N�X�Ͻ�������ĩ�������˼s10%�Ĺ����࣬�ɴ��M�Ѽy�����ϡ�
�D3.26��ʾ�Ľ���͔�ڵ��䌦��Ƭչʾ�˹���Һ��������Լ��ڔ�ڱ�����ò�ϵĻ���Y���������ǃɷN���в�ͬNb������Ni-30Cr�����٣�Nb�����IJ�ͬӰ�������ĩ�����γɵĹ���Һ����������W�@��Ƭ�еļ��^ָ�������Ѽy���̎�����̾��硣
�D30.26a��ʾ��һ�M��Ƭ�У��@ʾ����������ĩ�ˣ����p���پ��������^�ͣ�<5%���Ĺ���Һ�࣬�����Ĕ�ڱ�����F�������@�Ę�֦���������D3.26b��ʾ��һ�M��Ƭ�У��@ʾ����������ĩ�ˣ����p�����γ��˴�s10%�Ĺ���Һ�࣬�@ô�ߵ�Һ������֔������ڻ������ã�����ڱ��汻�@ЩҺ�������w���[�s���Կ���һЩ��֦�����ԡ�
�D3.27��ʾ�����x�Ͻ�ɷ�Ni-22Cr-9Mo-3.5Nb��625懻������ٵĺ��p�����Ѽy��һ�M����͔����Ƭ����ǰ��������懻��Ͻ������^���У�Nb�����ҵ��ٷ��䣬��������ĩ�ڴ��M��/NbC������ͣ���Laves���γɣ����F����Ĺ���Һ�࣬�����MҺ���������̾�������D3.27�еļ��^��ָ�������ò��ӳ���˱����������F���@Щ����Һ�࣬����ָ������֦����������ʮ�����@���@�����ԭʼ�Ę�֦�������ѽ������w�����ϵĹ���Һ������ס��
���3.3�����У�625懻������ٵ������Ѽy�ضȷ�����205���@�����������@������ԓ�Ͻ��������Ѽy���������ߵ������ԡ����ǣ���625懻������پ������õ������Ѽy�������������x�ã��@�ƺ��Ǻ���ߵ������Ѽy�ضȷ�����ì�ܡ��@�Nì�ܵĴ_�ʹ_��SCTR�ķ�ʽ���P����ʹ�ÙM���׃����ԇ�r��ʩ�ӵđ�׃�������^�ߡ��@�N�ߵđ�׃��ʹ�����Ѽy�����������̷����Uչ�����^�͑�׃�£����F�Ĺ���Һ��Ɍ��F�Ѽy�����ϣ��@�ӣ�625懻������پ;���һ���Ŀ������Ѽy�����������H�����У������p������ˮƽ�ߣ����ڲ����ĺ����Π�l���£��������/���ȣ�����°��ĺ����Π�����l�F�@�N�����ٌ������Ѽy���С�
�����w����������������̵IJ����У�Ҳ���ܰl�����p�����Ѽy���@�����˽^�����̼䓺͵ͺϽ�䓣��F���w���R���w���p��P䓣��Լ�⁺Ͻ����@Щ�Ͻ��У��ߜ����ڹ����еĿ��ٔUɢ�������˳ɷ�ƫ�����������@�M��������NJW���w����������������������̵İ���͘�֦���������R���w���P䓣�Alloy HT9���е������Ѽy��D3.28��ʾ��ֵ��ע����ǣ��ں��p�����У����������̾������Һ�B��Ĥ���C�������̽��@�����Y���@ʾ���Ͻ�Ԫ��Cr��Mo�����@ƫ�����@Щ����̎�������s�|Ԫ����Ҳ���S��ƫ�����@Щ�����ϡ�
�ڸ߾����ȗl���£��p��P�Ҳ�����F�����Ѽy���D3.29��ʾ��255�Ͻ�������Ѽy�����@�M��ȫ�����F���w�r�������Ѽy�l��������ĩ�ڣ�������s�^���У��W���w�����̾���̎�γɣ�������ȫ��ס��ԓ�����Ѽy��
⁺Ͻ��е������Ѽy�c�p��P���ơ�������ĩ�ڣ��Ѽy���������ࣨ�w�������������̾����γɣ����@Щ��������s���g�����D׃�ɦ��ࣨ�����������������x�ɷ֞�Ti-6Al-6V-2Sn�Ħ�-��⁺Ͻ��У��������ྦྷ���ϵ������Ѽy��
�������p�����Ѽy�ķ�ֹ��ʩ
�����������Ѽy�������ж�N���������п��ܣ����������О鿂�ǿ�ȡ�ġ�������F���ϣ��������F���w���w���������������������c�ԊW���w�����������������������̣�ǰ�������Ѽy�ĵֿ��������������ơ������F���w���w������������������̵��x���в�ͨ�r�����磬����ijЩ�W���w���P䓣����Բ��Üp�����е��s�|Ԫ�أ�P��S�Լ����ܴ��ڵ�B�����������Ѽy�����ԡ����������w���������w�Y������������̵IJ��ϣ������Ҳ�������õĵֿ������Ѽy��������
����������ĩ�ڰl�����������ĺ��p���ف��f�����������������γ�һ�������Ĺ���Һ�ࡣ����ĸ�ĺͺ��p���ٵijɷ֣����hᘌ�������ĩ���γɹ���Һ�ౡĤ���w�e�֔��ͷֲ���r�M�п��ƣ��M���@�����ķ���������ֱ�ӵġ��ڹ����Ͻ�ϵ�y�У������Ѽy��������ͨ�^�ɷN��ʩ�����ƣ�һ�N�ǜp�ٹ���Һ�ౡĤ�Ĕ�������һ�N��ͨ�^���ӹ���Һ��Ĕ���ֱ���_�����Ԍ��F�Ѽy�����Ч����ͨ����r�£��pС���̜ضȷ����ǽ��ͺ��p�����Ѽy�����Ե���÷��������@�N���������ǿ����x��ġ�
ͨ�^���^�OӋ�ͺ��ӹ�ˇ����һ���̶��Ͽ��Կ��ƾ����ȡ�ͨ����r�£��^�͵ĺ��ӟ�ݔ��;����^С�ߴ�����p���Խ��������Ѽy�������ԡ��Ȳ��ľ�����Ҫ�a���������տs��������ĸ�ď��ȣ�Ҳ���C������֮��Ч�ġ��S�����������Ͻ���懻����Ͻ��ڹ����˻�l���º��Ӿ��Ǟ��˽��̓Ȳ������ȡ������p���ڵ;����ȵą^���߲��ú��ӊA��ʩ�Ӊ���������p���������������ijЩ�����¿��ܕ������á�
�ڴ������r�£�����ĸ�ĺ������ٵijɷ����c���x��������������Ѽy������ĸ�ĺ������٣��ǽ�Q�����Ѽy���}����÷��������@�N�������܌��F�r�������ÿ��ƺ����Π����ƾ����ȴ�С�����ϡ����ڰ���懻��Ͻ��ڃȵ��S����ϣ����ú�С�ĺ����ߴ磬ͨ�����ڷ�ֹ�����Ѽy���ܳɹ����@�����³ɱ���ߣ���������ĺ��ӕr�g���������ӣ������nj��ں���溸�ӽ��^��
- ��һƪ��2016����Ї���F�ИIʮ������ 2017/1/7
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23