
���P䓺��ܺ����Ѽy����
2016-5-11 12:45:54 �c����
���P䓺��ܺ����Ѽy����
�����Ѽy�Ǻ��ӽY�������ʹ���^���ИO���ձ����ʮ�և��ص�ȱǷ���������������������Pע�c��ҕ���ں������a������䓷N�ͽY������Ͳ�ͬ�����ܳ��F���N�Ѽy�������Ѽy�Įa���漰���غܶ࣬�����y�Դ_�����ںηN�Ѽy����Ҫ�M�м��µķ������Д࣬�ó��Ѽy���|�����_�YՓ���Ա��ҳ��a���Ѽy��ԭ��ֹ��ʩ��
���������Ѽy����Ҫ���]���ӽ��^���ܵğᑪ�����M������������������������@�ﲻ��ӑՓ���кܶ��W�߽�������Ԫ���������Ô�ֵģ�M�ķ����������Ѽy����Դ���Uչ�M���о����@����Ҫ��������Ѽy�������������ӽY���ѽ��a�����Ѽy�M�к��^���^����ڷ�����Ȼ�������Ѽy���|���Дࡣ
һ�����^����
���ú��^���������_��ij���ӽY�������F�Ѽy�����|�ǹ����ϲ������ķ��������^���^��������Ҫ�Dz��÷Ŵ��R���ͱ������@�R���ɹ⡢�ŷۡ������șz�y�ֶΣ��������|�ͺ��Ӳ��ϵĻ��W�ɷ֡����ӹ�ˇ�ͮaƷ�Y�����\�й��r�l�������ѳ��F���Ѽy�M�ж��Եķ����c�Дࡣ���^��������һ�N�����ġ������ķ��������Dz���ȱ�ٵġ�ͨ�^�����Դ��Ե��Д��ѼyԴλ�ü��Ѽy�����|�������L�Ѽy߀���ԿsС��Ҫ�����M���^�����ķ�����
1. ���^�����ķ���
��1�������^�� ���Ӽ��g�ˆT�����������l�F�ĺ����Ѽy�����������ۿ����ĺ����ϵĿv���M���_�ѡ����ڿ����ۺυ^���_�ѻ�ֺ�����������ӽ��^��λ�ã���Ҫ�����^�죬�������^�������y�r�����÷Ŵ��R�^�졣ӛ������ۺ��^�������Ѽy�L�ȡ���λ���Ѽy������
�������^���Ŵ��R�z��֮���ܰѺ����Ѽyԇ�ӵ�ȡ��λ�ô_��������ȡ�����Ѽy����ԇ�ӕr�������]���ܱ�¶�����Ѽy�������ΑB��߀�����]���ڷ��������Ѽy���ѼyԴ�������Ѽy�������Եȡ�
��2������z�� �ں��^�����^��֮���ں��ӽ��^��ij�������ϑ�������z�麸���Ѽy���ΑB���ڽ��^�����ϒ���z����ȫ�汩¶���Ѽy�������ΑB�����F���Ѽy��ò�Ƿ��з�֧������B�ӵ�߀�ǔ��m�ģ��Ѽy߅���Ǐ�����߀��ƽֱ�ģ��Ѽy�Ƿ������c������ֱ�ķ���Uչ���Д��ѼyԴ��λ�õȡ��ڒ������Ͽ����������@ʾ�Ѽy���ΑB�����������g�@ʾ���γɵĸ��N�l�y���w��Ӱ푌������Ѽy�^��Ĝʴ_�ԡ�
��3���ͱ�������� ���ӽ��^�е��Ѽy�Еr�����ۺͷŴ��R������������ڵͱ������@�R�������@�^�쵽�Ѽy�Įa����λ���Uչ����
�����Ѽy�ĺ��^������Ҫ��ӛ��Ѽy��ԇ�����Ϯa���IJ�λ�����ò��Nԇ�ӷ��������Ѽy�r��ֻ��Ҫ��ԇ�әM������ʡ�ĥ����^�죬����Ҫ���g�Ϳ����ڒ����ı������������@�F���Ѽy����ֹ��λ���Ѽy����
2. �����Ѽy���^����
��1���Ѽy�a����λ�� �����Ѽy�a����λ�ü��Ѽy�������ΑB��һ���̶��ϛQ�����Ѽy����ͣ���D1��ʾ�����ȑ�Ū���Ѽy�Ǯa���ں��p����Ӱ푅^߀��ĸ���ϡ����p�Ͽ��ܮa�����N���Ѽy�����Ѽy���������g�Ѽy�����������F�ٟ��Ѽy�͌Ӡ�˺�ѡ���Ӱ푅^�a�����Ѽy��Ҫ�����Ѽy��Ҳ�иߜ�Һ���Ѽy�Լ����N���g�Ѽy���������a�����p�����еĽY���Ѽy��ĸ����һ��ֻ���ܮa���Ӡ�˺�Ѻ͑������g�Ѽy��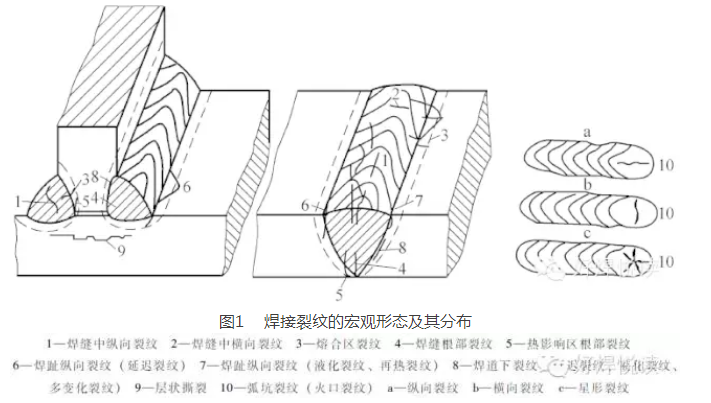
��2���Ѽy�����^�ΑB������ �ں�������¶�^�ğ��Ѽy��������ɫ�ʣ������Ѽy����t�н��ٹ�ɡ��ı����^���Ӱ푅^�����Ѽy��ʿv���p�ϵ����Ѽy��ʙM�����Ӻ��Ĵ�����ں���̎�a�������ѼyҲ��؞�����p���棬�ĺ��p���濴���Ѽy�ں��p�ϳʿv�Y���Ѽy����λ�ں��p����Ľ��R���ϣ������ں��p�����У��Ѽy�ʿv��ֲ������߳��^С�Ķ̏�����ֲ��ں��p���ľ��ɂȣ���ֱ�ں����ļy·���ʱ������Ѡ���Ѽy�t�����Ǒ������g�Ѽy��
�����^����
�ú��^���������o���ó��϶��ĽYՓ�r������Ҫ�����^���������M������ķ�����ͨ�^�������Ѽy�^���丽�����@�M�������W�ɷ֡��A�s�ȵęz�飬���Д���Ѽy��ʼ�IJ�λ���Uչ��·���������Д���Ѽy��λ��������С�������|���ȡ������^�����ֶ��^��M�����Ѽy�����������ϾͿ��Դ_���Ѽy�����|��
1. �^��������
һ����ù�W�@�R��������R�����̽ᘺͶ�Ъ���V���ֶ��^��ͷ����Ѽy����������Դ���Uչ���S���ƌW���g���M�����^�����Ĝyԇ�ֶ�Ҳ�ڲ������ƣ����磺���Ò�����R���V���������̽ᘷ����^Ԫ�ؼ����ȡ��@�����b�e����̎��ijԪ�؝�ȡ��ǽ��يA�s����g�a�������Ĥ���Ƿdz���Ч�ġ�����һЩ���ͽY�������˲��Ɖ�ʧЧ�Ę������ɲ��Ï��ͽ�����zĤ���࣬���@�R���^�����M�����ͺ͔�ڏ��͡��@�N�������ܘ�����С���^�첿λ����ڰ���ƽ�����ơ����⣬�@�M���^�쳣�����dž�һ�M�еģ��ЕrҪ���Ӳ�ȡ��A�s��ֲ��Ĝy��������
���^�ϣ��ѼyԴ�^һ����Ǻ��ӽY���ı����h�����纸�ӟ�Ӱ푅^�Ĵ־��^�����ӽY���ı����α��漰��������̎�Ͳ���ȱ��̎������һ�l���Ѽy���ɴֵ������ΑB�����Ѽy�ĔUչ�^�̡������ڷ�����Ѽy�r�����Ք��cλ�ü����ѼyԴ�� �����Ѽy�ĔUչ;�����ؾ����������ؾ��c����������N��
���˷����Ѽy����Դ���Uչ·���������Ѽy����������ͨ�^���Ӓ��⡢���g�ķ������о��Ѽy�����w��ò���c�M���Č����Pϵ���Еr��Ҫ���þ�����g�����gԇ�ӣ������Ѽy�ľ��w��λ����Դ���Uչ·�����_���Ѽy�Ǵ������ؾ�߀�Ǵ������ؾ���ϔUչ�ġ��Ѽy�c�@�M���ķ������HҪ��ֱ�ں���ȡ�ӣ�ҲҪƽ���ں���ȡ�ӡ�
�@�M���c�����Ѽy�a�����Pϵ�ǘO����Ҫ�ģ������^��־��^���a�����t�Ѽy���@�����ڴִ����Ȳ��Ĵ־��R���w�M�����@Ӳ���^�ߡ��@�M������ע�ؽM���c�Ѽy�g���Pϵ�����@ʾ�M���r���Ҫʹ���挍����������g�����x���m�������g�l���ʴ_�������^����^�\���Ѽy�ڽ��g�����@ʾ�²���ʹ������g��ʧ�棬Ӱ��Ѽy��������ò�����g�r�gҪ�m�����գ����䲻��̫�L�����g�����Ȳ���̫���Ѽy�Ȳ��Ľ��g�����_ϴ�صף����ڟᴵ�L�C��Ѹ��̎���Ƀ��������Ѽyԇ��Ҫ���^�L�r�g���^�ߜض�������Ѽy�Ț���Ľ��g�����������@�R���M���^�죬�ѽM���c�Ѽy���Pϵ�Ĕz�����Ѽyԇ�Ӳ�Ҫ�L�r�g���á�
2. �����Ѽy�^����
��1�����Ѽy ���ڵ�̼䓡����ȼ��e�^�͵ĵͺϽ�䓡�懻��Ͻ𡢲��P䓡��X�Ͻ�ȣ����Ѽy��Ҫ���F�ں��p�����Ҿ����ؾ����������Еr߀����������ɫ�ʡ����ij�Y�����F���������������Ѽy���Ϳ����Д�����Ѽy����D2��ʾ��懻��Ͻ���Ѽy��ò���Еr���ѼyҲ���F�ڽ��p�^�������������������������Կ��������Дࡣ�Y���Ѽy�c�؊W���w������ȹ����F���w�еĵ����c�ǽ��يA�s�����P���@Щ�A�s��һ���c�Y���Ѽy�B��һ�������T�l�Y���Ѽy�����á�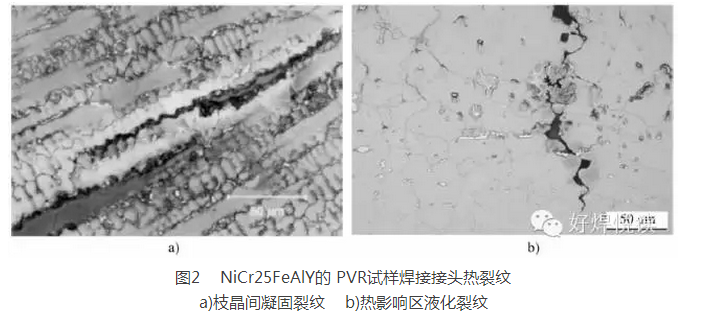
��2�����Ѽy �@�N�Ѽy��Ҫ���F�ڵͺϽ�ߏ���䓡��С���̼䓵ĺ��ӟ�Ӱ푅^��ͬ�r�c�־���Ӳ�M���������Pϵ���Ѽy�������Еr�������Еr�ؾ����������|����������Ġ�B������
����ijЩ���ȼ��e�^�ߵĸߏ���䓺ͳ��ߏ���䓣����Ѽy�ЕrҲ���F�ں��p�ϡ����ڶ��Ӻ��r�����ڌ��g�ض�ƫ�ͺ͚�ľۼ������ѼyҲ���ܳ��F�ں��p���@�r�H��һ���@�R�^���Еr�y�Զ�Փ����������������Ĝyԇ�ֶΣ����ڷ�����̽ᘺ�����R�ȡ�
��3���ٟ��Ѽy���@�N�Ѽy�����������@�ģ���Ҫ�w�F���Ă����棺�ٟ��Ѽy�l���ڟ�Ӱ푅^�Ĵ־��^�����Ҿ��о��g�_�ѵ�����������һ�����폊��Ԫ�صĽ��ٲ��ϲž��Юa���ٟ��Ѽy�������ԣ��c�ٟ�ضȺ��ٟ�r�g���P������һ�����a���ٟ��Ѽy�����Мضȅ^���M����������̎��֮ǰ�����Ӆ^�������^��Ě������������в�ͬ�̶ȵđ������С������@�Ă���Ҫ����֮�⣬�ٟ��Ѽy�Ľ���M�����Ѽy���������@���������@�N�Ѽy��Ҫ�����^��־���߅��l���͔Uչ��������ϟ�̎��ǰ��ęz�yԇ�����������Дࡣ
��4���Ӡ�˺�� ��һ���W�@�R���^�죬�������Ӡ�˺�������Д࣬��������A�ݠ������O�����@���Ѽy�ڊA�s��̎���������؊A�s������ΔUչ���Ѽy�����cĸ�ĵ�܈�Ʒ���һ�£�����ĸ�Ď���M���д��^�F���w�����������ɗl�Ѽy����β����ֱ���ĺ��p�Bͨ�������γ��_�A�Ҳ��Щ��r�£��A�ݠ����������@���@�rҪ��ϊA�s������͔�ڷ�����
��5���������g�Ѽy �@�N�Ѽy�������������@����ֻ���@�R���^�켴�������Дࡣ�ĺ��p���^�����o���@�ľ����g���E�����^�쵽�đ������g�Ѽy��������ʽ�������m�m�����ҽ��ƙM����Ѽyռ������
���ָ����ij�N������ij�N���ӹ�ˇ�l���£����Юa����N�Ѽy�Ŀ��ܣ����Գ���ͬһ�l�Ѽy�ϻ�������IJ�λ�a����ͬ���|���Ѽy���Еr�ڟ��Ѽy�����Ѽy�Ļ��A�ϰlչ�ɞ鑪�����g�Ѽy��Ӡ�˺�ѵȣ���D3��ʾ����Դ�ں��ӟ��Ѽy�ϵđ������g�Ѽy�������Ҫ�����µķ��������ܵó����_���Дࡣ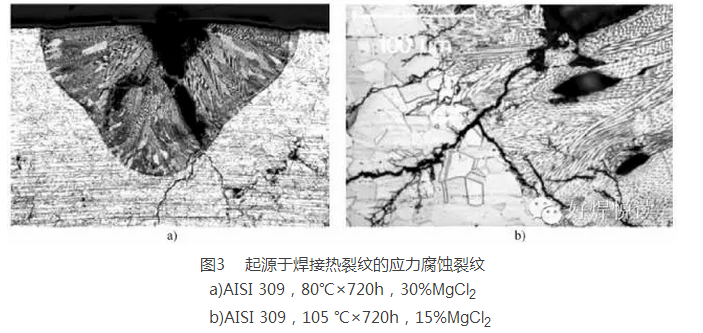
������������
1. �Ѽy���_�c��ڷ���
��1���Ѽy�Ĕ��_�c�����ȡ �ڌ��Ѽy��ڷ���ǰ������˞�،��Ѽy���_���ԫ@����Ҫ���Ѽy��ڡ��Еr���ˌ�����^�����Ҫ��߀Ҫ������M���xȡ������ȡ��ڡ�
�ڔ��_�Ѽyǰ�����������P��ӛ䛡��y�������࣬�e���Ѽy�c���P�Y��������λ�úͱ���ĺ��E�����ȣ��Ա��C�Ѽy���_�����ܜʴ_�_���Ѽy��λ�á��Y�����c��������B�ȡ�
���_�Ѽy�r����ע�Ᵽ�֔����ԭʼ��ò�������ܵ��Cе�ĺͻ��W�ēp������ڼ��丽���^��IJ����@�M����������ܟ�l��׃�������w��ʩ�r���������Ѽy��λ�ü��Uչ������x���˞�ʩ���c��ʹԇ�����Ѽy�Uչ����������ʹ�Ѽy���_�γɔ�ڣ��������ڔ��_�^���Гp�����档���õ��Ѽy���_���������c���������_�����������������취�ȡ����_�Ѽy�r����ò���һ���Կ��ٔ��_�������������؏͵ġ���׃�Ļ���A��̎���ķ�����������_�r�ڔ������γɵ������cԭʼ�������������������ͺ��ӽY��������偠t���w�C�ȣ�������\ݔ��������^��������茢����ԇ���и��Сԇ�ӡ����õ��и����ɰ݆�и�����и���и������ȣ������a���ߜص��и�и�λ�Ñ��c�Ѽy����һ���ľ��x�������m���ķ����M����s���Է�ֹ�Ѽy�����IJ��ϽM�����������ܟ�l��׃�������������a�����W�p����
�Ѽy��ڷ����c�������ڷ����ļ��g�ͷ�������ͬ���m���ڔ������ڷ����ķ������ֶ����Ѽy��ڷ����о��ɑ��ã����ߵ���ò������Ҏ��Ҳ��ͬ������Ѽy�Ĕ�ڷ������g�ͷ����Ʌ���һ����ٔ������ڷ�����
��2�����ٔ�ڷ������� ���ٔ�ڷ���ͨ���֞���^��ڷ������^��ڷ����ɷN���������^��ڷ�����ӳ�˽��ٔ�ڵ�ȫò���^��ڷ����t��ʾ�˽��ٔ��ѵı��|���@�ɷN�����������в�ͬ�����c������������M�о��w������
�����ٔ���M�к��^�����r��һ���������ۻ�ͱ��Ŵ��R�^��������څ^��ĸ�ò��Ȼ�����x��Ҫ�������M���^��IJ�λ������u����Ŵ����Ա��м��^���ڽY����ͨ�^���^��ڷ��������w�Ͽ����Д�����ٔ��ѵ���ͣ����Ԕ��ѡ��g�Ԕ��ѻ�ƣ�ڔ��ѣ���ͬ�rҲ�����ҳ��ѼyԴ��λ�ú��Ѽy�Uչ��·����
�^��ڷ�����ָ���ù�W�@�R��������R��SEM��������R��TEM���ȃx���O�䌦����M���^�^��ͷ�����������R����ҕҰ�V������á��Ŵ��B�m���{�ȃ��c������e�m�÷�������Ѽy�����|��
���⣬�ڔ�ڷ����r�����������������������a��ɴ_�����ԭ��Ŀǰ��ڮa��ķ����֞�ɷַ�������Y�������ɂ����档�ɷַ���������X�侀�ɹ���������V�������|�V���������̽ᘡ���Ъ���V�x��������V�x���ֶ��M�У��a�����Y������������X�侀����x��������䡢�߷ֱ�������@�R�����x������@�R�ȷ�����
2. ������ʽ������ΑB
���ٲ��ϵĔ�����ʽ�ܶ࣬�����ڵ��ΑBҲ���s����D4��ʾ���@����Ҫ��B�c�����Ѽy���P�Ĕ�����ʽ������ΑB���Ѹ���Ѽy�г�Ҋ���g�C���ѡ�������ѡ��ʽ�����ѡ��ؾ����Ѻ͚��ʽ����������Ҫ��B������͔����ò��D5��ʾ��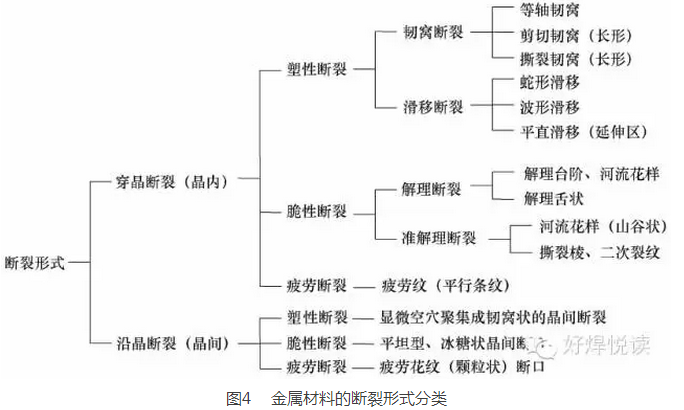
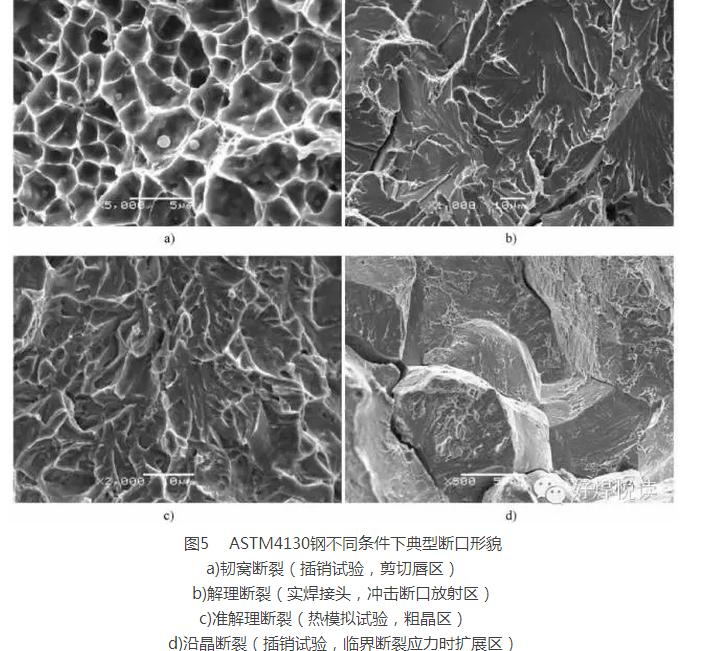
��1���g�C���ѣ�Dimple Rupture��DR�� �g�C�����ǽ��������������£��S������׃�εĮa�����γ��@��Ѩ������������A�s����w�����γ��ף��S��������������u�L��ֱ�����ѡ��ڔ�ڵı����ϳ��F��������ƽ��С�ӣ������^�g�C���D5a��������������B�����|��׃�η�ʽ��ͬ���g�C�ɷ֞����N��ͣ����S�g�C�������g�C��˺���g�C��
��2��������ѣ�Cleavage Fracture��CF�� ��������ǽ����������������£����ھ���ԭ���g�ĽY���I�ƉĶ���ɵĴ������ѡ�ͨ����һ������ľ��棨�����棩�l�������w������������Ҫ�أ�100������l����һ����f����������Ǵ��Ԕ��ѣ��������ǽ^����ˡ��������ͨ��ֻ���w�����������������������Ľ����аl������������������Ľ���һ�㲻�l��������ѡ�
���ڲ��|��������B�IJ�ͬ��������ѵĔ���ΑBҲ��N���ӣ�������_�A���������ӡ����ӡ����λ��ӵȣ��������ò��D5b��ʾ��
��3���ʽ�����ѣ�Quasi��Cleavage fracture��QC�� ������ò����ڽ�����ѵ����Ѕ^�e���ʷQ�ʽ�����ѡ��ʽ�������c�������һ�ӣ����Ǵ����͵Ĕ��ѣ������д��Ԕ�ڵ�����֮�⣬߀�����@����׃�ε�˺���⣬��D5c��ʾ��˺���������S���Ϊ��κ˵��Ѽy��B�ӅR�϶��ɣ��γɵ��^����D6��ʾ���ʽ����ڵ������Ƕ̵̳ĺ�����ӣ����ھֲ��^�γ��Ѽy������ԓ�^�̳̔Uչ���γɴ����̶�������˺���⡣�Еr�ڶ̳̺�������֮�g���F�����Ѽy��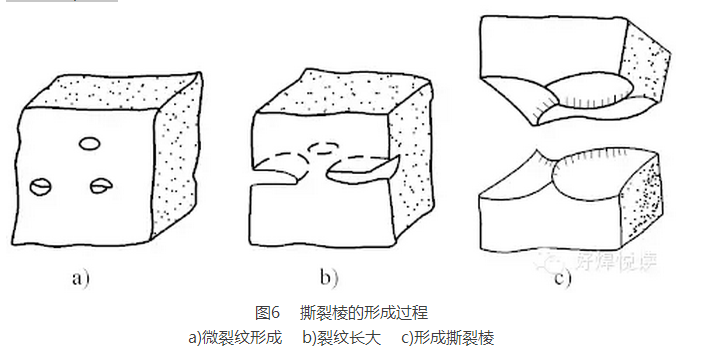
��4���ؾ����ѣ�Intergranular Fracture��IG�� �ؾ��������ضྦྷ�w�ľ�������˴˷��x��һ�N�_����ʽ�����糣�����s�|�ͺϽ�Ԫ��ƫ���ĵط��������γ��B�m�ı�Ĥ�����´���ټ��ϑ������h���͜ضȵ�������أ�������������ࡢ�������g�͟�ʧ�ܵ�ʹ����ĽY�������p�����Ķ��a���ؾ����ѡ�
�ؾ�����һ�������Ԕ��ѣ��^��ڷ�ӳ�˾��������w����������ò���е��͵ı��Ǡ���^�ϔ��ƽ�R���o���@����׃�Σ�����ʾ������D5d��ʾ���˷N��ڵ��γɣ�һ�����ȏ����^�߲����ƣ���׃�����ھ��磻��һ���棬�����������s�|Ԫ�ػ���ھ���ķe�۵ȸ��Nԭ���µĴ�����ܳ�������׃�ζ��_�ѡ�
����ijЩ���ٲ��ϣ����X�Ͻ𣩵��ؾ����ѣ�߀���F���^������ԣ����ڳ��ʬF�ؾ����ѵ�����֮�⣬߀���g�C���ʷQ���g�C�ؾ����ѡ�
��5�����ʽ�����ѣ�Quasi��Cleavage Fracture of Hydrogen Embrittlement��QCHE�� ���ʽ���������ɚ������������_�ѵġ����ڸ����������Ķ��٣����F�ؾ����ʽ������g�C����ͣ����������r���Ԝʽ��������������ѵ����Ѽy��飨110������������飨100�����ɷN�_��;�����R�ϕr�����γ��˷�Ƞ��������ӡ������������Ķ��ٺ�������B���Ѽy�ĔUչ;���ɷ֞����N�����ذ�l߅�硢�M�а�l����ԭ�W���w���硣
���Ϻ�Ҫ��B�˺����Ѽy�г������ĎN�����ò�����H��߀�и�����͵Ĕ����ò����ƣ�ڔ��ѡ�ҺĤ���ѵȡ����ڶ�N���ص�Ӱ푣���һ������ϳ����F�N��ͬ�Ļ�ϔ����ò��DR+QC+IG�����@һ�c�ڔ�ڷ����r���eע�⡣
3. �����Ѽy�Ĕ����ò
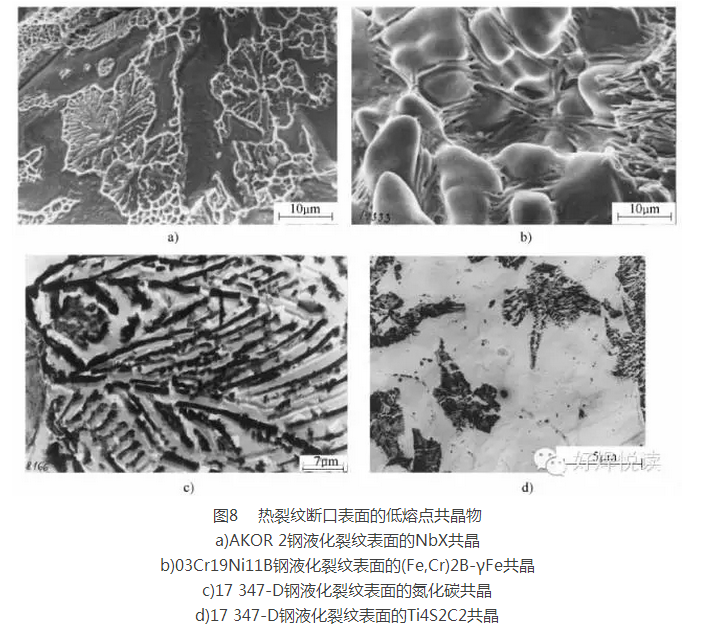
��1�����Ѽy�����ò ���ӟ��Ѽy�����Y���Ѽy��Һ���Ѽy�ߜ�ʧ���Ѽy���Ѽy��ھ����ؾ����ѣ���D7��ʾ���Y���Ѽy�Ĕ���ΑB�S���ضȽ��ͣ�����ΑB��uƽ̹���ɿ���ƽ��������Ě���Һ�w���E�������̽ᘌ�ԓ�^�M�з���������ԓ�^����̼����������ȵ����c�������D8��ʾ�����p�г����F���Ѽy�⣬߀�н��p�^�����c����������Ѽy�͟�Ӱ푅^Һ���Ѽy���Ĕ������������������Һ�Ĥ���΄��ھ���֮�g���������r߀�a��������F�������׃�Ρ�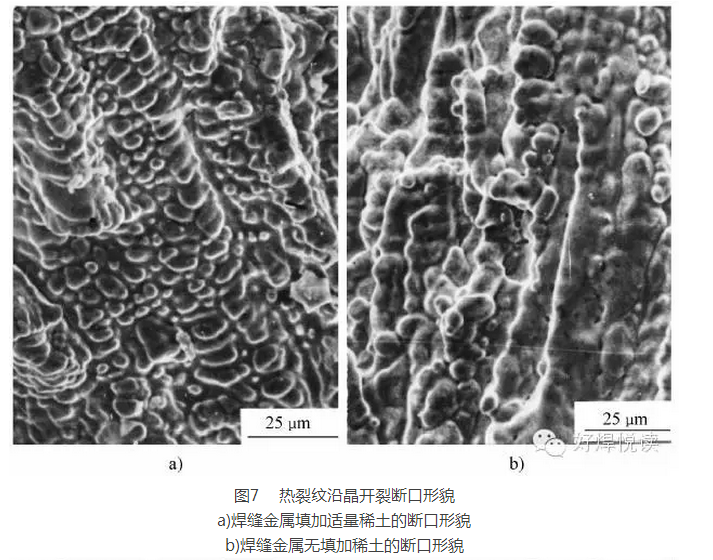
���H�ϣ����ڽY���Ѽy�γɕr�������������B�mҺ�ӣ����Ѽy�γɺ������쑪׃���m���L���Ѽy�͕����gҺ���Ժ��ض��^�ߣ��ą^���Լ����gҺ���ٶ����B�m�����ض��^�ͣ��ą^��Uչ����˽Y���Ѽy��ڵ�ȫò���ɾ��в�ͬ���c���������ͅ^�ɵģ������ձ��W������д��Ȍ������Ѽy��ڵĄ��֣��@�������ͅ^��քe�ǘ�֦���څ^��D�^����ƽ̹���څ^��F�^��������֮�g�Ę�֦���cƽ̹��M�ɵĻ�ϔ�څ^��D+F�^������D9��ʾ��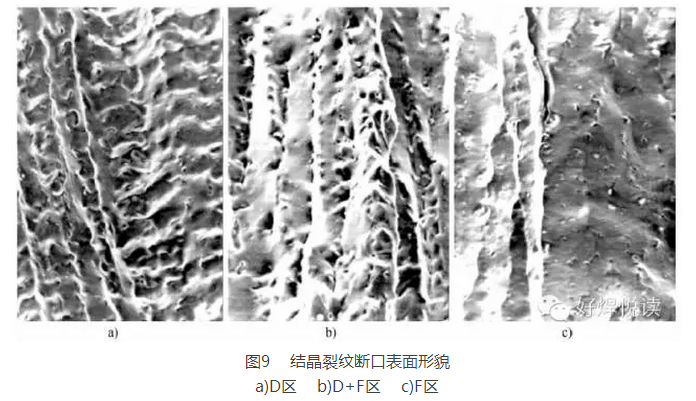
�Ѽy����ĸߜ^�Ǻ��p��Y���^��ԓ�^�ĝ���^����^��֦���Y���^�l�_�����_�ѕr���gҺ�����^�������ɔ���Ͽ��Կ����_�Ѻ�Һ���^�m�����L���Ę�֦�����̵���r���@һ�^����氼��ƽ����֦���Y�����@���Q���֦���څ^���D9a����
�Ѽy����ĸߜء��͜����g�^�����_�ѕr���ྦྷ��֮�gֻ�ИO����Һ�ӡ��@һ�^��ĝ���^���Ե��ں��p��Y���^����֦���Y�������l�_���������о�����֦���Y���������l�_�Ķ��ξ��S�g������Һ�ӣ����_�Ѻ����������ھ������棬����@һ�^���Ѽy��ڱ���Ҳ�а���ƽ�����c������������s�ஔƽ���⻬���Q��֦���cƽ̹���ϔ�څ^���D9b����
�Ѽy����ĵ͜^�Ǻ��p�ȽY���^���@һ�^���w���L�r���ξ��S���l�_�����w������ƽ�澧���L�γɻ��ɾ��������ɵ�������������֮�g�^ƽֱ�����_�ѕr�@һ�^��Y���ѻ�����ɣ���������ֻ��������ɢ���ڵ�Һ�ࡣ�˕r���g�����Բ���ߣ������쑪׃�����������_�ѣ����Ѽyƽ���^ƽ̹���Q��ƽ̹���څ^���D9c����
����Һ���Ѽy���γ��c�����c�����g�������Һ����M��Һ���γɵľ��gҺĤ��ֱ���Pϵ������Һ���Ѽy�Ĕ�������_�Ѻ�Һ���ؾ��������̵ĺ��E�����ڟ�Ӱ푅^����Һ�����γɵ�Һ�������c���w�ɷ����ܴ�Ҳ�����γɺܺ��Һ�ӣ�����ԭ�W���w������һ���^ƽ̹������Һ���Ѽy����ϲ��׳��F�l�_�Ę�֦���Y�������������^�쵽�ĸ��N�����ھ����������̵ĵ����ΑB��
�ߜ�ʧ���Ѽy�����ʾ��������ò���c�����Ѽy����л�υ^���ƣ����oҺ����ڵĺ��E���ͱ��µĸߜ�ʧ���Ѽy�Ĕ��ƽ̹�������^�J�����⾀�����^�ߵı����£����Կ����Ѽy������������׃�Ύ���׃�Ύ��ȵ��g�C���ں��E��
��2�����Ѽy�����ò ���Ѽy����ΑB���^���s�����S���ٲ��ϵ����ܡ����ȡ��������������l���ͺ��ӹ�ˇ׃�����_�ѵ�;�����д�����Ҳ���ؾ����Լ��ɷN�Ļ�ϡ�һ��ͺϽ�ߏ���䓟�Ӱ푅^���Ѽy�Ĕ���ΑB��Ҫ�Мʽ�����QC�����ؾ���IG���������g�C��DR����
��������һ��������t��������������ѵĔ���Ҳ�Ƿ��A���M�еģ����Ѽy�Ĕ���ΑB�ɷ֞����������^�������х^���Uչ�^������^���ͽK���^���c�ˌ����Ĕ����òҲ�l��������׃�������Nԇ�r��ijЩ�ͺϽ�䓺������Ѽy�Ć��ѡ��Uչ����K���������^�Ĕ�������ɚw�{��D10��ʾ��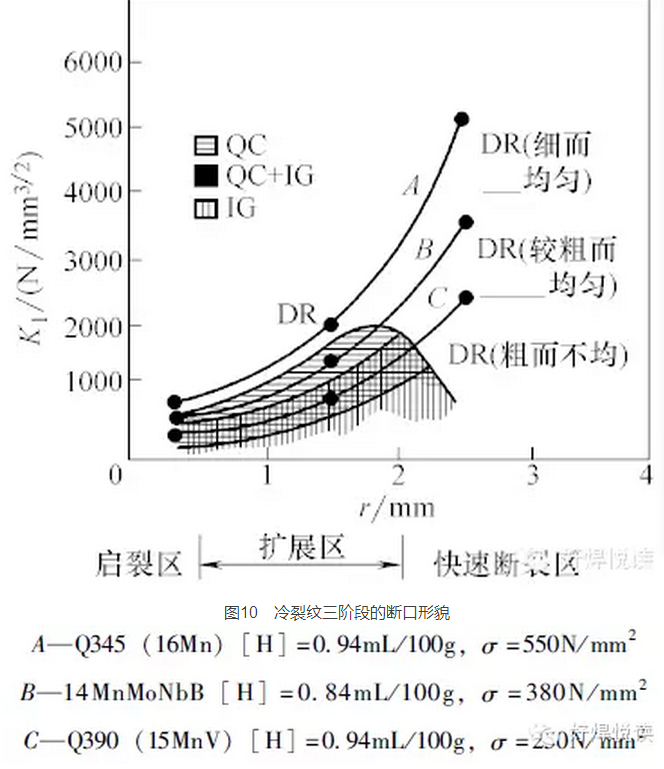
- ��һƪ��׃���X�Ͻ�ğ�̎����B��̖�������x 2016/5/11
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23