
304���P䓺�321���P䓺���ע�����
2016-11-4 20:49:47 �c����
����������g�ԺͿ����ԣ������]���W���w���304���P���321���P䓵��������ܣ��F(xi��n)�����ӊW���w䓕r���ע��Ć��}�w�{���£�
1) ��횸���(j��)ĸ�ĵijɷ֡��a(ch��n)Ʒʹ��Ҫ�����_���x�l����8-3�г��ˎN���a(ch��n)���l��̖�������c���Թ����������ڲ��P䓽���ϵ�кܶ࣬ÿһ��̖���l���������m�õĹ����l�����x��rҪ�m��(d��ng)���W���w䓺��l����ˎƤ��́��f�����õ��е͚��c�ͺ���}�����}�ͺ��l��EB0-19-10-03��EB0-18-120Mo2-03�ȣ�늻����\���m�ڱ���ƽ��λ�ú��ӡ�����ֱ�������Դ�r��Ҳ���M��ȫλ�ú��а�ĺ��ӣ���Ҫ���g(sh��)�쾚���͚��c�ͺ��l��EB0-19-10Nb-15��EB1-23-13-15���m��ȫλ�ú��к��ĺ��ӣ����a(ch��n)���A����δ����ȱ�ݡ��Ŀ��ѽǶȿ��]���A���ڲ��õ͚��c�ͺ��l�������p���β�����}�ͣ���������g��Ҳ��Щ��������http://m.powertools247.com��

���N���P䓺��lʹ��֮ǰ��������M�к濾����}�ͺ��l��(y��ng)��(j��ng)150����1h���͚��c�ͺ��l��(y��ng)��(j��ng)200��250����1h���濾�r�g�͜ضȶ����ó��^Ҫ��Ҳ���ܶ���؏�(f��)�濾������ˎƤ׃�|(zh��)��Ó�䡣
2)���P䓺��ӕr�M������ֱ���Դ���M����}�ͺ��l�ǽ�ֱ���ú��l�������ý����r�Դ���늻�����(w��n)�����w�R�^��Ȇ��}������ֱ���Դ�r���Է��ӷ��M��ʩ�����@�Ӻ��l�����O�ضȸߡ��ۻ��ٶȿ졢�۷�ϵ��(sh��)���Ԝp�ٺ��ӌӔ�(sh��)��ͬ�r��ʹ�����ܟ�̶������pС�������ڷ�ֹ�����^�ᣬ�pС�a(ch��n)�����g�ăA���ӕr���M������С��������[�ӡ����ٺ��Լ�������s�Ĵ�ʩ���@�ӿ��Կs�̟�Ӱ푅^(q��)̎�������ضȅ^(q��)�g�ĕr�g����ֹ�۳��^��͜pС���ӑ�(y��ng)���������������߽��^�����g�ԺͿ������ܡ������������̼ͨ�С10%��20%������Զ��Ӻ��r����(y��ng)������g�ض��^�ߣ�һ�����ǰһ�Ӻ��p��s��60�����·��ɺ�����һ�ӡ����⣬���P䓺��l�к���Ti��Nb��Al��Ԫ�،������H�����^���ֹ����Ԫ��?z��)��p����횲��ö�늻���
3)���|���g���|(zh��)һ��(c��)�ĺ��p����(y��ng)��(d��ng)����M�к��ӡ�ͬ�r߀��(y��ng)�M���ܱ���ʮ�ֽ��溸�p�����p����̎Ҫ�e�_һ�����x�����p���摪(y��ng)��(d��ng)ƽ����������ƽ�����p�������|���g���|(zh��)�r��Ҫ���C������ֹ����|�塣
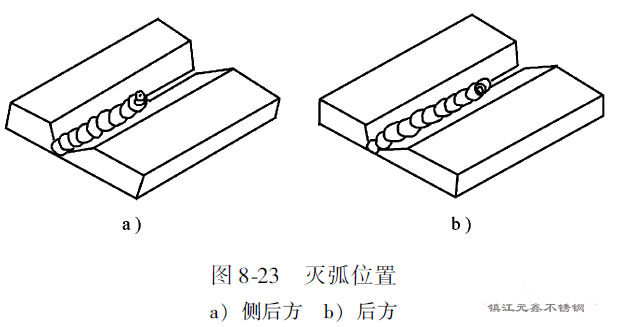
4)������|���^�ڹ�����Ҫ���o������l(f��)���F(xi��n)�������档�������Բ��Ä�����������ò��������������Ҷ���(y��ng)���¿ڃ�(n��i)�M�С�������䓰����S������������늻�����̎���g���ܵĽ��͡����Q���l���ߺ����Д���^�m(x��)���ӕr������������λ�Ñ�(y��ng)���xĩβ���c10mm�ĺ����ϣ�Ȼ������ͨ���ٌ�늻��Ƶ�ĩβ���c�ϣ��M�н��^�ĺ��ӡ��绡�r��һ�㑪(y��ng)��늻��Ƶ��۳صĺ��(c��)��Ȼ��Ϩ�硣�@�ӿ���ʹ�ջ��c��u�sС���������ں����ϣ���D8-23��ʾ���䃞(y��u)�c����β�۳�M�����a(ch��n)���Ѽy��
�W���w���P䓺��ӌ���
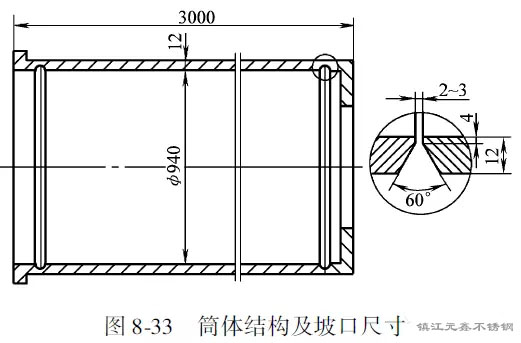
ij�ϳ���Ͳ�w���ò��Ϟ�1Cr18Ni9Ti���P�����������2mm��Ͳ�wֱ��940mm���L9mm����������1~76MPa���ض���530����Ͳ�w����Ҫ�p���L��25%�M��X�侀�z�y��
Ͳ�w�v�p���h(hu��n)�p���¿���ʽ����V�Σ���D8-33��ʾ���¿��ÙCе�ӹ���������̼�������ٳɣ����ٺ���¿ڱ���Ҫ�������������ĥ������Ͳ�w���пv�h(hu��n)���p���¿��_��Ͳ��(n��i)���g߅�_��Ͳ�⡣�䃞(y��u)�c�Ǻ�����Ͳ�w�⣬����̼�������M�������������ֹ�����·��͠C�������⣬���ٮa(ch��n)����������ճ��Ͳ�w��(n��i)���ϣ����CͲ��(n��i)�❍��������g�ԡ�
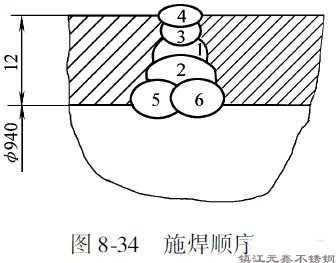
Ͳ�w���κ��b�䶨λ����ÿ��200��250mm��λ��25mm����λ���p�߶Ȟ�4��5mm��ʩ�������D8-34��ʾ������Ͳ��(n��i)���ӵ�1��2�����@�ɵ����p���ͽKֹ�ˑ�(y��ng)�෴��Ȼ����Ͳ�������������ٺ���3��4����ͬ��ע�����֮�g�����c�Kֹ����Ҫ�෴���@�Ӻ����e�_����a(ch��n)���A�������l�����M��[�ӣ�����(zh��n)���ľ����ӡ����������r��Ͳ����̼�������M�У�̼��ֱ����8mm�������250��300A��̼���c���p�A��45�����ٲ���4mm������һ�Ӻ�������������ȱ�ݵĽ���ȫ���ٳ����ٺ������������(d��ng)?sh��)������ČӺ�������֮�������Ͳ�?n��i)�����c���g���|(zh��)����|�ĵ��塢���Ӻ�����
�h(hu��n)�p��Ͳ�w�ⲿ�M�ж�λ����֮��Ͳ�w�������D(zhu��n)̥�ϣ�������Ͳ��(n��i)���ӣ��D(zhu��n)̥�D(zhu��n)�ӵ��_�P(gu��n)�b�������ϣ��ɺ����Լ������D(zhu��n)���ٶȣ�߅��߅�D(zhu��n)������ƽ��λ�ã�ʩ�������c�v�pҪ����ͬ����1�����ӕr���ú��lֱ����4mm�����������120��140A�������������������130��150A��
�(zh��n)����Ԫ�β��P�����˾���a(ch��n)�N�ۣ����N���|(zh��)���P䓰������P䓹ܣ����P䓰壬���P䓽z�����P䓱�䓣����P䓲�䓣�ģ��䓵ȣ���(bi��o)��(zh��n)Ҏ(gu��)���Rȫ������5000�����нӲ��P䓾��ӹ��I(y��)��(w��)���gӭ���Ͽ͑��늡�
(li��n)ϵ�Ԓ��0511-85038877 ���棺0511-85083338
�֙C��13952847112 (li��n)ϵ�ˣ��콛(j��ng)��
- ��һƪ���F�����ұ���ģ� 2016/11/4
- ��һƪ��6��2�ՏU���P��������g��(d��o)�x 2012/5/23